黄山液压弯管机价格





- ¥71000.00
- 2024-06-29 02:34:50
- 液压弯管机
- 肖毅超 18626253773
- 张家港市宇毅机械有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
工艺方面:
弯管机进行管材的弯曲和板料的弯曲一样。在纯弯曲的情况下,外径为D,壁厚为t的管子受外力矩 M的作用发生弯曲时,中性层外侧管壁受拉应力σ1作用,管壁变薄;中性层内侧管壁受拉应力σ1作用,管壁变厚。而且横截面的形状由于受合力F1和F2的作用由圆形变为近似椭圆形,当变形量过大时,外侧管壁会产生裂纹,内侧管壁会出现起皱。
管材的变形程度,取决于相对弯曲半径R/D和相对厚度t/D数值的大小、R/D和t/D值越小,表示变形程度越大。为管件成形质量,控制变形程度在许可范围内,管材弯曲成形极限不仅取决于材料的力学性能和弯曲方法,而且还考虑管件的使用要求。管件的成形极限应包含以下几个内容:
1、中性层外侧拉伸变形区内大的伸长变形不超过材料塑性允许值而产生破裂;
2、中性层内侧压缩变形区内,受切向压应力作用的薄壁结构部分不致超过失稳而起皱;
3、如果管件有椭圆度的要求时,控制其断面产生畸变;
4、如果管件有承受内压力的强度要求时,控制其壁厚减薄的成形极限。
弯管机除了具备弯管功能外,还能将油缸作为液压千斤顶使用,相对于数控弯管设备而言具有价格便宜,使用方便的特点,在国内弯管机市场占据主导产品位置。
弯管机操作前:
1、机床良好的接地,导线不得小于4mm2铜质软线。不允许接入超过规定范围的电源电压,不能带电插拔插件,不能用兆欧表测试控制回路,否则可能损坏器件;
2、在插拔接插件时,不能拉拔导线或电缆,以防焊接拉脱;
3、接近开关,编码器等不能用硬物撞击;
4、不能用尖锐物碰撞显示单元;
5、电气箱放在通风处,禁止在尘埃和腐蚀性气体中工作;
6、不得私自加装、改接PC输入输出端;
7、调换机床电源时重新确认电机转向;
8、机床应保持清洁,特别应注意夹紧块、滑块等滑动槽内不应有异物;
9、定期在链条及其它滑动部位加润滑油;
10、在清洗和检修时断开电源;
11、开车前准备:检查油箱油位是否到油位线,各润滑点加油,开机确认电机转向,检查油泵有无异常声音,开机后检查液压系统有无漏油现象(角度编码器处于不允许加油);
12、压力调整:用电磁溢流阀调整压力,系统压力达到需要的工作压力,一般不12.5Mpa;
13、模具调整:模具安装,要求模具与夹紧块对中心,夹紧块可用螺栓调节;助推块与模具对中心,助推块可调;芯头与模具对中心,松开芯头架螺栓,调正好中心后紧固螺栓。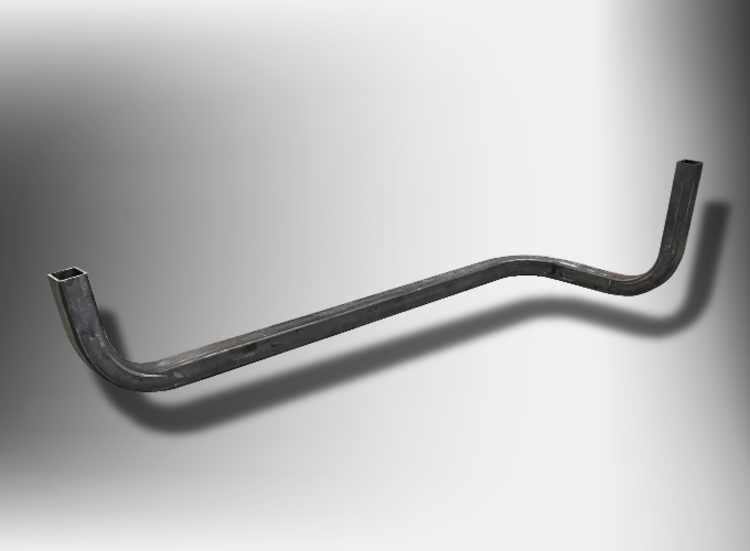
弯管机注意事项:
1、参照电动油泵使用说明书;
2、在有载荷时切忌将快速接头卸下;
3、本机具是用油为介质,做好油及本机具的清洁保养工作,以免淤塞或漏油,影响使用效果。
自动弯线机、数控型自动化管材弯曲加工设备;
1.该设备专为客户解决弯曲小管径、小弯曲半径、复杂弯曲情况研制。
2、该设备驱动为液压、电机混合驱动。前夹、抓料、轮模上下为液压驱动,转管、送料、弯管为伺服电机驱动。
3、送料电机控制产品弯角间的直线段长度。
4、转管电机控制产品的空间转角。
5、弯管电机控制每个弯角的弯曲角度。
6、弯管轮模可通过液压控制上下移动,配合弯管电机可实现设备的左右弯管动作,该设计可解决弯管产品的一些空间干涉问题。
7、前夹为液压驱动,前夹模行腔可设计为左右不同弧度,以实现左右弯曲时的不同弯曲半径。
8、送料小车和前夹共同固定在可实现自复位的台面上,该设计可减少轮模和前夹模之间的干涉和摩擦过大的问题。
9、工作效率,对于管材弯曲的速度一个产品六道弯曲工序一次性成型。正常生产效率为(熟练工)每分钟3-4件。每小时能够达到180-240件,一个班生产效率为1440-1920件。
目前公司主要针对于弯管机、液压弯管机、切管机、缩管机等产品进行自动化及数控化的研制生产、可为用户进行一对一式的订制 订做属于适合用户需求的管材加工机械生产设备。
- 液压弯管机
- 折弯机
- 肖毅超



