关键词 |
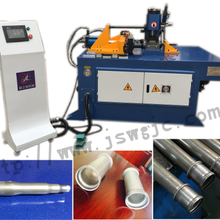
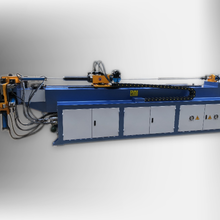
新款数控弯管机,数控弯管机,潜江数控弯管机,数控弯管机参数 |
面向地区 |
全国 |
电压 |
380v |
适用范围 |
办公室内外装饰品 |
功率 |
2000w |
工艺方面:
弯管机进行管材的弯曲和板料的弯曲一样。在纯弯曲的情况下,外径为D,壁厚为t的管子受外力矩 M的作用发生弯曲时,中性层外侧管壁受拉应力σ1作用,管壁变薄;中性层内侧管壁受拉应力σ1作用,管壁变厚。而且横截面的形状由于受合力F1和F2的作用由圆形变为近似椭圆形,当变形量过大时,外侧管壁会产生裂纹,内侧管壁会出现起皱。
管材的变形程度,取决于相对弯曲半径R/D和相对厚度t/D数值的大小、R/D和t/D值越小,表示变形程度越大。为管件成形质量,控制变形程度在许可范围内,管材弯曲成形极限不仅取决于材料的力学性能和弯曲方法,而且还考虑管件的使用要求。管件的成形极限应包含以下几个内容:
1、中性层外侧拉伸变形区内大的伸长变形不超过材料塑性允许值而产生破裂;
2、中性层内侧压缩变形区内,受切向压应力作用的薄壁结构部分不致超过失稳而起皱;
3、如果管件有椭圆度的要求时,控制其断面产生畸变;
4、如果管件有承受内压力的强度要求时,控制其壁厚减薄的成形极限。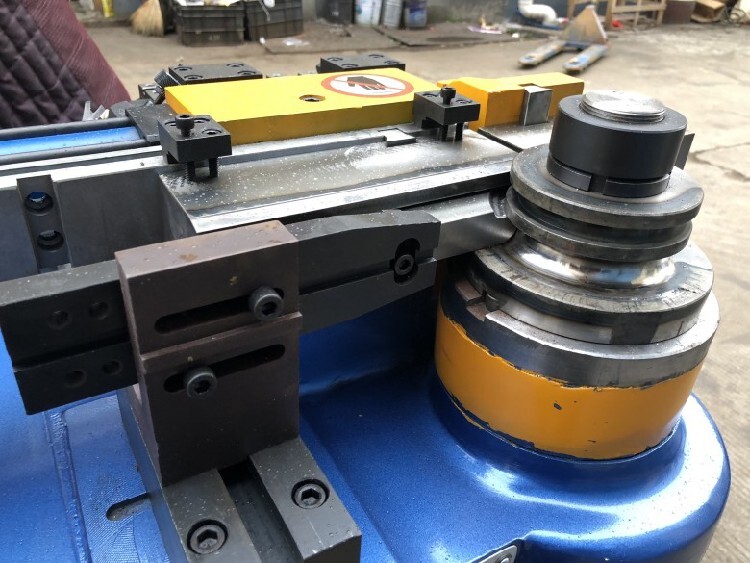
弯管机操作中:
1、机床开动时注意人体不得进入转臂旋转扫过的范围;
2、机床工作时,所有人员禁止进入转臂及管件扫过的空间范围;
3、机床液压系统采用YA-N32普通液压油(原牌号20号),正常情况下每年更换一次,滤油器同时清洗;
4、调整机床(模具)时,应由调整者自已按动按钮进行调整。绝不可一人在机床上调整,另一人在控制柜上操作;
5、调整机床或开空车时应卸下芯杆;
6、液压系统压力不可大于14Mpa;
7、手动调整侧缸速度时转臂应旋转至≥900时进行调整,调整速度为转臂转动弯管模具边缘的线速度同步,禁止在手动状态下侧推推进速度大于旋转模具边缘的线速度;
8、一般机器使用一段时间后应检查链条的涨紧程度,保持上下链条松紧一致;
9、自动操作时在有芯弯曲模式中,弯臂返回前,操作人员芯头在管子里面,或确保芯轴在弯臂返回时没有阻挡现象,否则,芯头或芯杆有可能被折弯或折断;
工作结束后,切断电源,做好清洁润滑工作。
弯管机功能和运行过程是怎样的:
1、静止状态:弯管机的静止位置是上折弯梁在上死点。为了防止产生不受控的向下运动,系统用一只无泄露背压阀封闭了液压缸的有杆腔;
2、向下运动:普通弯管机的下行快速关闭运动大都采用自由落地形式,也就是通过弯管机梁及各附件的自重产生运动。在此过程中,液压缸无杆腔通过一个充液阀补油,此时有杆腔将产生背压。快进速度可达250mm/s)则由比例方向阀开环或闭环控制。快进运动从上死点开始,经过一个短暂的刹车阶段后,在距折弯板材大距离6mm处结束。各种不同的弯管机要求不同的快进结束位置
| 主营行业:数控弯管机 |
| 公司主营:弯管机,液压弯管机,全自动弯管机,金属圆锯机 |
| 采购产品:轴承,齿轮,电机 |
| 主营地区:江苏省 |
| 企业类型:私营独资企业 |
| 注册资金:人民币200万 |
| 公司成立时间:2014-04-10 |
| 员工人数:11 - 50 人 |
| 研发部门人数:5 - 10 人 |
| 经营模式:生产型 |
| 经营期限:2014-01-10 至 2032-02-03 |
| 最近年检时间:2022年 |
| 登记机关:张家港市工商局 |
| 年营业额:人民币 1000 万元/年 - 2000 万元/年 |
| 年出口额:人民币 50 万元/年 - 100 万元/年 |
| 年进口额:人民币 100 万元/年 - 200 万元/年 |
| 经营范围:管材类加工、制造、销售 |
| 厂房面积:1000平方米 |
| 月产量:50台 |
| 是否提供OEM:是 |
| 质量控制:内部 |
| 公司邮编:215600 |
| 公司电话:0512-58265856 |
| 公司邮箱:zjgyywgj@163.com |
| 公司网站:http://www.yywgj.com |
全国数控弯管机热销信息